私が昭和34年早稲田大学大学院に入学し、城塚研究室の所属になった時、松本さんも学部4年次の卒業研究を行なうために城塚研究室に配属されました。私の修士論文研究テーマは、晶析分野で行なうように城塚先生のご指示を頂き、その研究活動は松本さんと協力チームを作って行なうようになりました。
この時、研究室で晶析研究を行なうのは初めてで、まず、実験を行って経験を積むことから始めた。文献調査等の前段的な研究は豊倉が、また、実験的な研究は松本さんが主に進めることに分担しましたが、作業はしばしば共同で行ないました。豊倉は3年前に卒業論文の研究を無機化学分野で宇野先生のご指導を受けて行ったが、 化学工学研究は初めてで、松本さんとは対等の立場で相談・討議を行いながら研究を進めた。その時の松本さんは、まさに実験の虫で寝食を忘れて本当によく実験し、自分の取得データの評価・取り扱いは非常に厳しい態度でした。その結果初年度としては信じられない数のデータを取得することができ、昭和35年4月の化学工学協会の年会、8月の化学工学協会・関東支部北海道大会で、その内容を発表することが出来た。このデータは次年度の卒論学生 藤本 健さんに引継がれ、 B−2,2に紹介された報文を発表することが出来た。もし、この時豊倉は松本さんと一緒に研究してなかったら、このような形で報文を発表できたかどうか分からなかった。松本・藤本さんらが取得したデータは、当時の化学工学理論による充分な検討に耐えるもので、その考察で修得した晶析工学基礎はそれから40年余を経過した現在でも晶析装置内の現象理解や解析に利用されている。C−PMTの研究哲学は既往研究報告に頼れなかったこの時の研究経験の上に構築されたものである。
松本さんは昭和35年に日本原子力事業に入社し、以降37年に東京工業大学地球化学分析研究室助手に出向したのをはじめに、38年4月に日本原子力研究所高崎研究所出向、45年4月東芝出向、48年ゼネラルエレクトリック再処理工場出向等原子力関連事業の多くの関連機関を経験し、種々の産業廃棄物処理技術・プロセスを開発して平成11年1月に5年余活躍したアイテル株式会社を退社し、現在コンサルタント活動で忙しい毎日を送っております。コンサルタントの主な仕事は 廃炉に係る処理プロセス開発 ( 黒鉛、廃樹脂・廃スラッジ、金属廃棄物、コンクリート廃棄物、処理工程廃液処理技術等 )および 廃棄物最終処分技術開発 等でこれらの開発に関連する多くの資格も取得している。このように多彩な経歴を伺うと、頑張り屋松本さんの学生時代が思い出され、松本さんは本当に信頼でき、何時でも安心して頼ることが出来る研究室の誇れる先輩であることが改め印象付けられていることを卒業生に紹介します。
今回はお忙しいところ、長年にわたり携わって来られた「 沸騰水型原子力発電所の放射性物質管理改善史 」を執筆いただきました。大勢の卒業生の中にはこの話題に高い関心のある方もいると思います。詳しいことを伺いたい方は松本さんに直接尋ねると貴重な情報が得られると思います。
なお、松本さんのEmail Addressは ykmwc685@ybb.ne.jp (豊倉記)
・・・・・・・・・・・・・・・・・・・・・・・・・・・・
松本 要
はじめに
発電用原子力発電所の型式は、大きくは、減速材と冷却材の種類によって分類される。
| 冷却材 |
減速材 |
| 軽水 |
黒鉛 |
重水 |
なし |
| 軽水 |
軽水炉
BWR、PWR
|
|
ふげん
重水減速、軽水冷却増殖炉
プルトニウム生産
|
|
| ガス |
|
東海ガス炉
炭酸ガス冷却
天然ウラン燃料
プルトニウム生産
高温ガス炉
ヘリウム冷却
|
|
|
| ナトリウム |
|
|
|
文殊、常陽、
高速増殖炉、
プルトニウム生産
|
原子炉の燃料の特徴から、天然ウランを用いるもの、低濃縮ウランを用いるもの、低濃度プルトニウムを用いるもの、高濃縮ウラン又は高濃度プルトニウムを用いるもの、混合物を用いるもの(プルサーマル、増殖はしないが、ウランの不足を補う)、燃料の化合物の特徴から、酸化物燃料、炭化物燃料、金属燃料という区別がある。
日本で発電用として広く用いられているのは、軽水炉の沸騰水型原子炉(BWR)、加圧水型原子炉(PWR)である。東海黒鉛減速炭酸ガス冷却炉は廃止が決まり、解体工事が始まっている。重水減速軽水冷却の増殖炉ふげんも解体が決まり近く解体される。
BWRとPWRは微濃縮ウラン酸化物燃料を用いている。微濃縮ウランの代わりにプルトニウムを用いるプルサーマル燃料に切り替えることができればウランの節約になり、資源の有効活用ができる。
炉型の特徴
BWR 炉心で水を沸騰させ、この蒸気で直接蒸気タービンを駆動し、発電機を廻して発電する。炉心で発生した蒸気を直接蒸気タービンに送るので、炉水中で及び燃料表面で生成した放射性物質が蒸気に同伴して蒸気タービンにまで到達し、蒸気タービン、復水浄化系、給水系、コンデンサーオフガス系等に放射性物質が付着する。蒸気タービンは大型の装置であるので、放射線量が上がり定期点検工事の妨害になる。また、放射性廃棄物が増えるということが起きる。蛇足であるが、炉心で蒸気が発生するので、蒸気が発生する部分は核反応が少なくなり蒸気発生が少なくなるので、制御棒を操作して反応を活発にする。船に載せると、揺動で、蒸気が発生する場所が揺れ動き、制御棒の操作を頻繁に行なうと安定性を失う場合も生じかねないので、船の動力として用いるのには相応しくないことが分かっている。それに対して、PWRは、沸騰させないので、核反応は炉心で均一に起こり、船に搭載し、揺動しても安定して作動するので、船の推進動力として利用できる。
PWR 加圧して、沸騰させないようにして、蒸気発生器で別の水を蒸発させ、その蒸気で蒸気タービンを駆動して、発電機を廻して発電する。従って、放射性物質が存在する領域は、炉心と蒸気発生器の間である。蒸気タービンには放射性物質がこないので、定期検査も楽に行なえ、放射性廃棄物の発生も少ないというメリットがあるとされていた。
PWRの放射性廃棄物発生量よりも少なくすることを目標に、改善計画を進めた。
即ち、BWR炉心での放射性物質の生成量を低下させ、蒸気タービン、復水浄化系、給水系、コンデンサーオフガス系の付着放射能の低減、除染を行なうことで、総合的に放射性廃棄物の発生低減、環境放出放射性物質量の低減を実現した。
€ 環境放出放射能は、ガスは1/100以下に、排水は事実上ゼロにした。
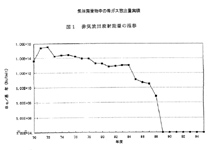
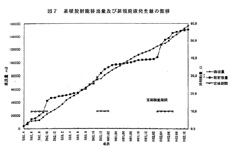
資源エネルギー庁発表データ環境放出を図にした。
| 図1 |
排気放出放射能量の推移
減少の主因は、燃料国産化と燃料健全性向上、付着ウランゼロ管理
|
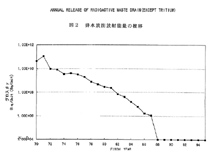
| 図2 |
排水放出放射能量の推移
減少の主因は、生成放射能量削減、放射性排水収集系統の高低分離、
排水処理設備の運転管理最適化(機械設備の変更は行なわず、運転管理の
適正化、処理判定分析の徹底)、放射能生成量削減効果が絶大
|
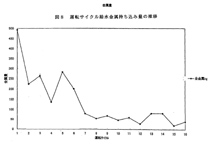
沸騰水型原子炉の炉水Co-60(コバルト−60)濃度は、10 Bq/cc以下である。
20プラントの平均値は数Bq/ccであり、最大と最小の比は10倍以下である。復水浄化装置の改善、復水脱塩器の懸濁性金属不純物の除去性能向上、復水脱塩器前置フィルタとして中空糸膜フィルタ又は粉末イオン交換樹脂プリコートフィルタ採用で達成。体積ろ過(ディープベッドフィルタ)理論、ケーキろ過理論の応用、濾過比抵抗理論の普及で、ろ過処理が適切に行なわれるようになった。
図3 BWRプラント炉水中のCo-60濃度
炉水中のコバルトは、現在は、殆どが溶解性である。給水金属濃度を1ppb以下にしたことにより、燃料表面にスケールが付着して放射化する量が極めて少なくなったことによると考えられている。濃度が一定と言うことは、酸化コバルトから中性子反応で生成するCo-60の量が一定で、比放射能濃度(Co-60/Co元素)が一定なので、酸化コバルト溶解度分のCo-60の濃度になるので、一定のCo-60濃度が維持されると考えている。
実際、燃料を純水に浸漬しておくと、数時間で、炉水と同じCo-60濃度になることが定検工事の管理分析データを解析して分かった。燃料プールのイオン性(溶解)Co-60濃度は炉水濃度と同等であることを、調査データを分析して明らかにした。
放射性コバルトCo-60生成の理論式
Co-60生成量Bq/gCo金属=崩壊定数/コバルト原子量×アボガドロ数×反応断面積×中性子束×(1−exp(−崩壊定数・照射時間))
燃料は四分の一づつ交換し、炉心滞留時間は4年間である。給水系及び冷却水循環系で発生する腐食生成物、錆びが炉心に入り、燃料表面に付着して炉水から除去されるので、炉水の不純物濃度は極めて低い濃度に保たれている。燃料表面での吸着可能量以上の金属不純物(鉄イオン及び懸濁性鉄)が炉心に供給されると、炉心中にSS成分が懸濁してくる。即ち、SS(サスペンデッドサブスタンス通称クラッド)が増加してくる。(この現象は、原子炉が完成して、試運転を開始し、数ヶ月間は炉水の鉄濃度は極めて低いが、数ヶ月すると一週間もしないで、SS濃度、鉄濃度が極めて高くなり、一定水準で安定することが、試運転記録を解析して発見した。給水量と濃度の積、つまり、給水金属量がある一定値を超えると炉水中の金属濃度が急激に増加し、SS成分濃度が高くなることが分かった。)このクラッドは炉心表面付着スケールが剥離してきたものであり、付着剥離を繰り返して、放射能濃度が高くなっていくようである。このクラッド成分が冷却水循環系に付着沈殿堆積して、線量を上げ、蒸気に同伴して蒸気タービン、復水系、給水系、コンデンサーオフガス系に付着、沈殿して、線量を上げ、放射性廃棄物量を増加させていることを突き止めた。給水の金属不純物は、主として、給水加熱器のステンレス鋼の腐食生成物で、鉄、ニッケル、クロームが多い。コバルトはニッケル中の不純物である。コバルト含有量を低減すれば同一腐食率であれば、炉心に供給されるコバルト量が低下し、Co-60濃度が低下することになる。この効果は四分の一に低下させる効果があることが、放射性廃棄物のCo-60とNi-63の比率の解析から分かった。(原子力学会水化学専門部会報告書では、被曝低減効果は四分の一程度と評価しているのと符合する)
¡ ラド系(液体廃棄物処理系、ラドウェスト、radioactive-waste)への放射能排出量
βγグロスで、昭和50年代初頭に比較すると百分の一に低下している。
即ち、液体廃棄物処理系で処理している放射能量はグロスβγで数キューリー、Co-60では、数10ミリキューリーである。IAEAの環境放出基準では、年間放出許容量は、グロスβγで数十キューリーであるので、国際基準でみれば液体廃棄物処理系は不要ということである。然しながら、建設コストの中で廃棄物処理系の占める比率は数%と低く、液体廃棄物処理系を削除するコストメリットは極めて小さい。廃棄物処理系でコストがかかっているのは固体廃棄物処理系、なかんずく焼却炉及び熔融炉である。
図4 液体廃棄物処理系へのグロスβγ放射能量の排出推移
原子炉給水金属濃度低減、放射能生成量低減の効果は、定検工事被曝低減効果に止まらず、液体廃棄物処理系への放射能排出量低減にも大きく貢献している。
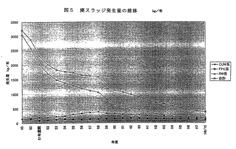
¤廃スラッジ発生量低減
炉水浄化系(CUW系)燃料プール浄化系(FPC系)廃スラッジ
浄化系の不純物及び放射能の捕捉効率は極めてよく、99%以上ある。処理水量と濃度の積の物質量と放射能とが捕捉回収され、貯蔵タンクに貯蔵される。
CUW系処理容量は蒸気流量の1%が標準である。80万kW級原子炉の蒸気量は4500トン/時であり、110万kW級原子炉では6500トン/時である。
Co-60濃度はほぼ一定であるから、廃スラッジの放射能濃度もほぼ一定になる。放射能の濃縮率も元素によってほぼ一定であり、約10万倍である。
炉水の不純物濃度が高くなると、一定量のプリコート材で捕捉する量はほぼ一定であるから、濃度が高くなると比例して廃スラッジ発生量も増加する。
50年代初頭では、スクラム停止回数がかなりあり、スクラム停止すると、燃料に付着したスケールが剥がれ落ち、又温度の低下と共に、酸化コバルトの溶解度が大きくなるので、クラッドスパイク、イオンスパイクと呼ばれる現象が多発した。
スクラム停止すると、炉水は真茶色になり、CUW系で浄化を続けても、数週間濁りが取れず、逆洗プリコートも一ヶ月で20回を超えることが頻発した。又、炉停止をゆっくりするとクラッドスパイクを小さくできることが分かり、停止に時間をかけるように炉の運転を変更した。
最近では、スクラム停止は殆どなく、炉停止操作もゆとりをもって行なわれ、CUW系、FPC系共に逆洗プリコート回数は年1回から2回と少なくなった。発生量は合計で、年間数百キログラム、2.5立方メートル程度であり、40年分でも、100立方メートル程度であり、設計通りの貯蔵タンクで十分貯蔵できるようになった。
ラド系廃スラッジ(液体廃棄物処理系)
ラド系プリコート材は、初期にはソルカフロック(パルプセルロース系)を使用していた。プリコート層の空隙率が小さく、繊維が細いことと相まって、SS捕捉量に比較して、差圧上昇が大きく、結果として、一定量の固形分に対して逆洗プリコート回数が多くなり、廃スラッジの発生量が極めて多い時期が続いた。ラド系配管材質が炭素鋼であり、配管腐食によるSS成分、化学形が酸化物ではなく、水酸化物、含水酸化物(X線結晶解析)であること、コンデンサーの保管技術が未熟で、コンデンサー腐食が激しく、腐食生成物濃度も極めて高いので、プリコートろ過器の逆洗プリコート回数が極めて多く、廃スラッジの発生量が極端に多い時期があった。
コンデンサーホットウエル堆積スラッジをラドに直接洗浄排出しないように、現場のサンプで沈殿回収すること、コンデンサー腐食を防止するように減肉部分の交換材料には耐食性の良い低合金鋼を採用。原子炉停止後、コンデンサーが冷え切らない内に排水して、腐食を防止すること等コンデンサー保管技術を開発した。このコンデンサーホットウエルの調査を平成11年12月に10数年ぶりに行なった。当時に比較すると、放射能の沈殿堆積は殆ど皆無、腐食も極めて少なく、黒色の酸化皮膜が綺麗に生成していて、昔のような金属表面の露出部分、含水酸化鉄、水酸化鉄の皮膜、沈殿物は見られなかった。(一時間の調査で被曝は全くゼロ)
コンデンサーホットウエルに放射能がないということは、蒸気に同伴してきた放射能は水溶性で沈殿することはなく、復水浄化系で浄化されているということである。復水浄化系の廃スラッジ、使用済みイオン交換樹脂の放射能濃度も極めて低くなっているので、炉水放射能濃度の低減が極めて有効であることが明らかである。
更にプリコート材をソルカフロックから粉末イオン交換樹脂のパウデックス更にはデミファイナーとより捕捉率の良いプリコート材に変更して、廃スラッジ量低減を行い、最近は中空糸膜フィルタを採用して、殆ど廃スラッジの発生しないラドになっている。中空糸膜逆洗廃スラッジの放射能濃度は極めて低いことを分析の結果確認している。イオン性溶解性放射能はイオン交換樹脂で捕捉され、再生で再生廃液として濃縮廃液になっている。炉水の放射能がクラッドではなく、溶解性イオン性になったのと関連していると解釈している。
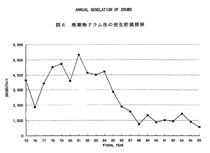
¦ プロセス廃棄物及び定検工事雑固体廃棄物発生量削減
BWR発電所の固体廃棄物発生量はPWR発電所に比較すると100倍程度多く、発生量低減が急務となった。廃棄物発生原因調査及び改善努力の結果、百分の一以下に削減することに成功した。(数百本/年・基)この成功で、六ヶ所埋設施設の寿命は2倍以上に延び、平成24年まで延長できる見込みになった。
プロセス廃棄物の内、ドラム缶詰しているのは濃縮廃液セメント固化体であり、他の廃スラッジ廃使用済みイオン交換樹脂は貯蔵タンクに貯蔵している。濃縮廃液の発生量が多い原因(廃スラッジも含めて)原因調査を行なった。
濃縮廃液発生の主因は、復水脱塩器及び液体廃棄物処理系脱塩器の再生廃液であることが分かった。再生回数が多くなる原因は、コンデンサー、冷却器等の冷却に海水を直接使用しており、配管、機器が海水の腐食で漏洩して、この漏洩海水を脱塩処理するので、脱塩等の再生回数が増加していること、塩素の影響で炉本体のステンレス鋼にもSCC応力腐食割れが発生していることを指摘し、海水冷却を淡水冷却に変更した。
又この漏洩と補修工事及び補修工事に際して放射能汚染の除去が不十分で、養生資材の消費が多く、工事機材の放射能汚染のため廃棄するものが多く、汚染を恐れて、機器を養生して搬入するので、養生材料の廃棄物が増えると言う実態を把握し、除染の徹底、漏洩の根絶、機材部品の搬入養生の廃止、使用機材の汚染防止を徹底した。養生資材削減には、現場の除染が先決であるとして、コードレックス社のアロースミス氏と相談したが、有効な方法はないというので、人海戦術で、昔ながらの雑巾がけで拭き上げて、表面汚染が検出されない状態にまでした。(ジェット洗浄は当時のメーカーは高圧をかけてはいるが、ジェットの有効距離、衝突圧力と汚染付着力との関係等についての知識がなく、除染業者も作業員による効果の差が大きいものであった。ペリーケミカルエンジニアハンドブックのジェット理論で除染効率の良い施工方法を工夫した)
配管機器に堆積している放射能及び配管機器内部にこびりついている放射能も、機械的除染と化学除染及び配管の交換といった方法で除去して、パトロールでは被曝ゼロのクリーンな状態にした。レベルの高い廃スラッジ移送配管は、輸送直後フラッシングして、放射能を洗い流せる様にフラッシングラインを追加した。(洗浄流速は、漂砂理論、掃引流速理論及び実験で設定した)平成11年12月久しぶりに調査したが、十数年経過していたが、放射能生成量ゼロの成功と相まって、被曝ゼロのクリーンな状態が維持されているのを確認できた。
除染方法に関しても、初期の除染にはダウケミカル社の開発したNS-1を導入したが、ドレスデン1号の除染で、除染廃液の処理に苦労している実態をみて、開発者のアンダース博士と議論を重ねたことがある。その後NS-1にはEDTAが配合されていて、これが原因で、埋設施設から放射能が流出すると言うことが分かり、NS-1の使用を中止した。NS-1の弱点は、薬剤濃度が高く、廃液処理後の廃棄体発生量が多いことである。そこで、除染液の薬剤濃度を下げ、除染廃液セメント固化体発生量の少ないTED-40、TED-93等を開発したが、満足出来なかった。LOMI法、レドックス法等も満足できる物ではなかった。クライテリア、リクアイアメントを明確にして除染技術の調査を続け、ジーメンス社が開発したコード法を見つけた。この方法は、蓚酸を低濃度で使用するとは言え、初期の炉の材料はSUS27相当で蓚酸による粒界腐食の恐れがあるとゼネラルエレクトリック社及び東芝の水化学グループの了解が得られず実施に苦労した。除染とその後の健全性検査の実績を積重ねて、炉除染の主要な方法として定着した。残念ながら、独占的契約をしなかったため、日本での実施はライセンス料が高く、コストメリットが少ないので、同じ発想の技術であるギ酸法を
開発した。廃液処理はギ酸特有の問題で苦労したが、克服した。
コード法による炉除染を実施し、大量の放射能を数立方メートルのイオン交換樹脂に捕捉し、貯蔵することが出来た。ジャーナリストの桜井さんが視察に訪れて、炉の中に入り、底まで降りて観察した。綺麗に除染されていて、被曝しなかったと週刊誌に書いた。
話しは飛ぶが、使用済み燃料を英国(BNFL)、フランス(COGEMA)に委託しているが、燃料表面にクラッドが付着していると、再処理工場で、Co-60及び鉄不純物が妨害になるので除去するように要求があり、燃料の除染が必要になった。化学除染は不適当なので、機械除洗ということになり、いろいろ試してみて、超音波洗浄ということになった。燃料棒はチャンネルボックスという保護管に入っている。外してから、裸の燃料を超音波洗浄することができることは分かった。しかし、この取り外し作業に時間がかかるので、チャンネルボックスを外さずに除染しないと、納期に間に合わないという事態になった。至急解決策をだせということで、超音波の原理に遡って教科書を読み、それまで表面に直角に超音波を当てなくてはならないと東芝の専門家及び超音波メーカーは信じ込んでいたが、条件によっては、斜めに超音波を当てると、良く透過することがあるということを突き止め、東芝の専門家達の反対を押し切って、現場に指示して、作業させ、効果をだすことができ、納期に間に合わせた。
外国の検査員はパーフェクトと絶賛した。これらの除染クラッドは極めて放射線レベルが高いので、中空糸膜フィルタで捕捉して長期貯蔵タンクに送った。現在では、燃料表面のクラッドは極めて少なく、除染せずに海外再処理で引き受けてもらえるようになった。
© 放射能発生時期
運転記録を詳細に調べ、排水量、放射能濃度を月別に、発生源別に整理した。排水量は一定であるが、移出される放射能量は、定常運転中は少なく、炉が停止して定期検査工事に入ると急激に増加することが分かった。これは、定検工事で排出される廃液の放射能濃度が高いことである。定常運転期間中には放射性物質の内SS成分が液滞留部分に沈殿して、定期点検工事が始まると水流の変動が大きく乱流で排出されてくるものと考えられる。排出水のレベルの高いものは沈降分離して上澄み水を浄化処理し、沈殿物をレベルの高い廃スラッジを貯蔵する貯蔵タンクに送るようにして、濃縮廃液に混入させない工夫をして、廃棄物ドラム缶の線量を上げないようにした。
ª 放射能フロー図の構築
福島第一3号機が運開して間もない昭和50年から2年間、2サイクルについて廃液発生源別に水質、放射能濃度を測定し、発生から収集処理の工程にそって水量、放射能量、溶解性物質量、SS成分量の流れ図、プロセスフローダイヤグラムを完成させた。それまでは、開発者のゼネラルエレクトリック社でも、廃棄物処理施設はアーキテクトエンジニアのエバスコ任せでフロー図PFDは作成していなかった。ゼネラルエレクトリック社の廃液処理系統は、機器ドレン系、床ドレン系、化学廃液系、除染廃液系となっており、廃スラッジ系は、CUW系は単独で貯蔵タンクに貯蔵し、FPC系とラド系廃スラッジは同じ貯蔵タンクに混合して貯蔵するフローシートであった。排水、廃スラッジの水質、放射能濃度の観点で処理系統構成を考えると放射能濃度の高低、水質特に電解質の大小で分類するのが、処理の観点から有効と判断した。放射能濃度が高いのはCUW系とFPC系の廃スラッジであるのでこの両者は混合して同一貯蔵タンクに貯蔵する。ラド系廃スラッジは放射能濃度が低いので、貯蔵タンクの数に余裕がある場合は分別して貯蔵し、減衰が早いので、減衰したら処理するものとした。
廃液処理系は、ろ過脱塩処理系と蒸発濃縮脱塩処理系の2系統とし、処理フロー及び機械装置の変更は行なわなくても対応できると判断した。機器ドレン系の分類は取りやめて、低電導度排水はろ過+脱塩処理系で処理し、電導度の高い廃液(高電導度廃液)と濁度の高い廃液(デカント水)は蒸発濃縮+脱塩処理系で処理する構成とした。発生源から収集タンクへの接続ヘッダー部分でそれぞれの収集タンクへ振り分ける様に改造した。装置の交換は行なわずに、受け入れ先の変更振り分けと処理前の判断分析の実施で、処理系統を選択することで、精製水の純度と処理性能を上げることが出来た。
現在では、廃棄物処理については、技術が完成し、成熟段階にある。今後の問題は、廃棄物の処分の問題である。六ヶ所に放射性廃棄物埋設施設を建設したが、施設設計を請け負ったエンジニアリング会社の技術水準が低いためか、埋設する放射性物質の濃度が原子力発電所周辺監視区域外の水中濃度限度よりも低いという設定になり、殆ど放射能は埋設できず、放射能がないものしか処分できないという状態になっている。このような状態になった原因、安全設計について検討を始めたところである。
注:図面の一部が問題を起こして、現段階では読めないものがありますが、その部分の図面を見たい人は松本さん(e-mail Address: ykmwc685@ybb.ne.jp)に直接相談下さい。