 Z1/2 の折れたシリンダーヘッドフィンを溶接で作る(基礎編)
Z1/2 の折れたシリンダーヘッドフィンを溶接で作る(基礎編)
...............................................................................................................................................................................................................................................................................................
転倒すると路面などに非常に打ち付けやすい Z1/2 系のシリンダーヘッドが今回の教材です。依頼内容は「欠けたフィンを何とか
して。」という、“超”が付くほどの定番修理ですが、なんといっても相手は下手すると40年以上前に作られたアルミの鋳物.......溶接
難度はかな〜り高いです。
...............................................................................................................................................................................................................................................................................................
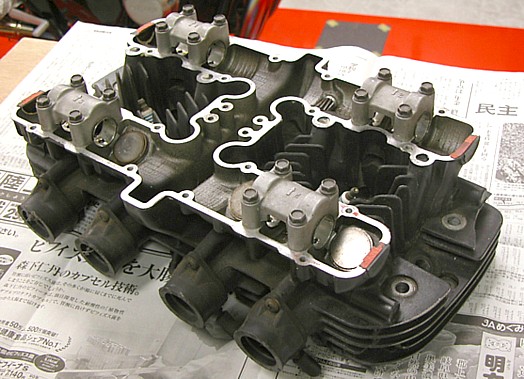
入庫状態です。フィンの折れているところはすぐわかりますが、他のところも問題ないか点検します。
...............................................................................................................................................................................................................................................................................................

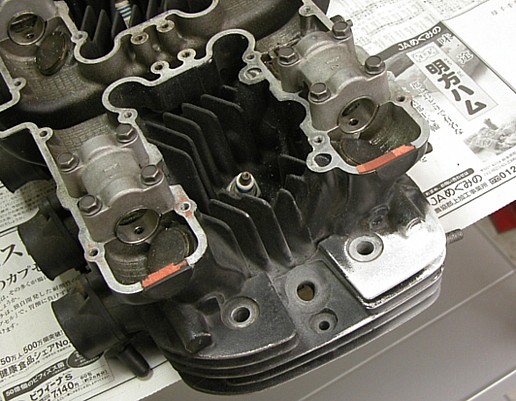
直さないといけないのは、ここだけでした。作らないといけない形はそんなに複雑なものではありませんが、すぐ上にあるブラインド
プラグがちと厄介です。ここに熱がかかり過ぎて隙間ができると、オイル漏れを起こす可能性があります。
...............................................................................................................................................................................................................................................................................................

溶接する部分の周辺を薄〜く削って、塗装や汚れなどを落として、広範囲に徹底的に脱脂します。
...............................................................................................................................................................................................................................................................................................

破断面の凸凹も、ある程度削って均しておきます。あまりに凹凸が大きいと、落としきれない汚れが残ってしまったり、ガスの流れ
が妨げられて、溶接不良の原因になることがあります。
...............................................................................................................................................................................................................................................................................................

下側になる方を基準にするようなかんじで、溶接で肉盛りしていきます。最初の溶かし込みの相手は、下手すると40年以上も前に
作られたアルミの鋳物、しかもその後ずっと加熱・冷却・振動の繰り返しに耐えてきたものです。きれいなアークで溶かすのは無理
なほど傷みに傷んだ母材だと考えて、まずは強度確保を考えた溶接をしなければいけません。その上で巣が入らないというのが
理想ですが、残念ながら世の中そんなに甘くはないです。
...............................................................................................................................................................................................................................................................................................

温度を上げすぎないようにして、時間をかけて溶接で肉盛りしていきます。一気に大きく溶接して温度が上がりすぎると、冷えるとき
に大きく歪んで、クラックが走りやすくなります。溶接部分の肉厚が大きすぎても、冷えるときにより大きく歪んで、溶接部分と母材
の境目にクラックが走ることがあります。ここに走ったクラックは致命傷で、上から高電流で大きく溶かして抑えても、下側はトーチ
が入らない(=溶かすことすらできない)ので、リカバリーはまず無理です。何とか無理矢理に横から溶かせたとしても、そんな溶接
では強度は期待できないので、成形切削加工の振動で割れるか、エンジンの振動で割れる可能性大です。
ではそんなクラックが走ったらどうするか?ですが、これはもう全部削って最初からやり直すしかありません..........カナシイけど。
...............................................................................................................................................................................................................................................................................................

溶接の歪みが収まったら、削って成形していきます。
...............................................................................................................................................................................................................................................................................................

だいぶ形になってきました。
...............................................................................................................................................................................................................................................................................................

足りない部分や、切削加工で傷んだところに追加溶接します。
...............................................................................................................................................................................................................................................................................................

反対側の無事な方のフィンも参考にして、形を決めていきます。こんなもんかな?........こんなもんでしょう。
...............................................................................................................................................................................................................................................................................................

形が決まったら、表面に鋳肌(感)を再生していきます。
...............................................................................................................................................................................................................................................................................................
クラックや歪みなどもろもろ問題ないか確認して、完成です。通常はここから鋳肌感を出す塗装もしますが、今回は塗装は不要と
いうことなので、これでうちの作業は完了です。ヘッドレストア後に全塗装だそうです。作業してきた感触では、ブラインドプラグから
のオイル漏れの心配はないと思いますが、確認できるのはエンジンがかかってからなので、ずっと先のお話です。もし漏れた場合
には、プラグ製作・打ち替え・溶接などで対応します。
...............................................................................................................................................................................................................................................................................................
おかえりはこちら