 バイシクルトライアルレーサーのフレームのクラックを溶接して、補強する
バイシクルトライアルレーサーのフレームのクラックを溶接して、補強する
...............................................................................................................................................................................................................................................................................................
バイシクルトライアルレーサーと言うのかどうか知りませんが、自転車トライアルの競技用車両のフレームが今回の教材です。依頼
内容は「クラックの入ったところを直して。」というかんたんなものですが、いつもやっているオートバイと同じようには直せないので、
ちょっと難しかったです。
...............................................................................................................................................................................................................................................................................................

入庫状態です。人力で動かすものなので、軽さの追求はオートバイの比ではないようです。常に立ったまま乗る競技用ゆえ、シート
も必要ないんですね。
...............................................................................................................................................................................................................................................................................................
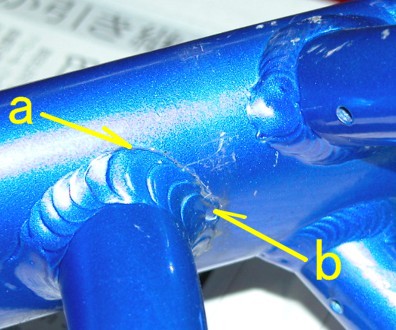
普通の自転車ならシートがある辺りの下側の溶接の脇に、a のようなクラックが走っています。溶接と母材との境目という、定番中
の定番のクラックです。クラックのスタート(きっかけ)は、溶接のクレーター b からのようで、これも定番です。
...............................................................................................................................................................................................................................................................................................

周辺の溶接部分のクラックを点検するのも兼ねて、広範囲に塗装を落とします。
...............................................................................................................................................................................................................................................................................................
塗装を落とす程度の加熱をしただけで、クラックは a の辺りまで延びました。これもよくあることです。
...............................................................................................................................................................................................................................................................................................

通常こういう場合は溶接部分を削り落として、母材同士の溶接という状態になるべく近付けてから溶接をやり直すんですが、バイク
や普通の自転車とちがって、この競技用フレームは母材の肉厚があまりにもありません。ほんとにぺらっぺらです。この母材を薄く
することなしに溶接部分を削り落とすのは、どう考えても不可能です。ならば仕方がありません、溶接部分を少〜し削って、クラック
部分をまたいで上から抑える溶接をするしかありません。
...............................................................................................................................................................................................................................................................................................
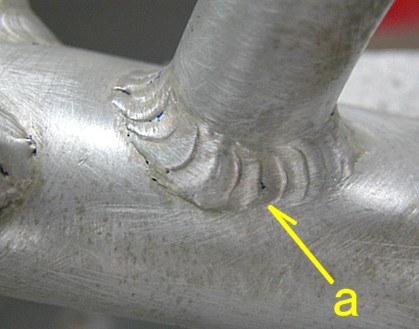
クラック防止のため、溶接はかならずぐるっと一周します。溶接の終点でできる a のクレーターがクラックの起点になることが多い
ので、これができるだけ小さくなるように溶接しますが、なくしてしまうことはできません。最後に少し盛り上げて、まん中にぽつっと
点のようなへそがあるぐらいにできれば、まず問題ありません。これでクラックの修理そのものは完了ですが、古い溶接の上への
溶接という、とても弱い溶接なので、このフレームの使用状況を考えると、まちがいなくまたクラックが入るでしょう。
...............................................................................................................................................................................................................................................................................................

ではどうするか?ですが、これはもう補強するしかありません。ただ今回は、フレームのしなりというものが、オートバイ以上に重要
な要素らしいので、最低限のものを考えます。まず現物に合わせて、型紙を作ります。
...............................................................................................................................................................................................................................................................................................

型紙を元に切ったアルミ板を溶接します。後から補強板に穴を開けたり削ったりして強度は調整できるので、とりあえずこんなもん
にしておきます。左右に1枚ずつです。
...............................................................................................................................................................................................................................................................................................
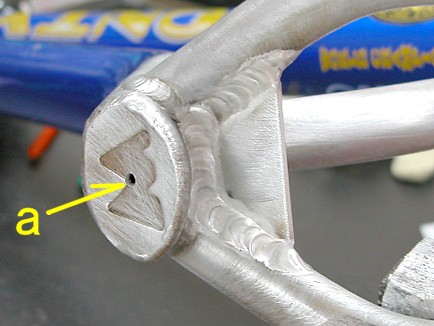
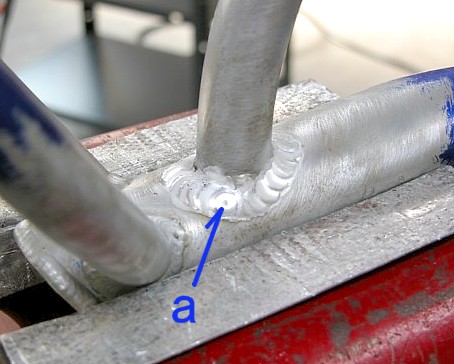
バランスを取るために、後ろにも1枚補強板を溶接しました。フレームパイプが破裂しないように、圧抜きの穴 a を開けておくことも
忘れてはいけません。この圧抜きの穴は通常、パイプの下側などの見えにくい位置に開けるのですが、このパイプの他の所どこに
開けても、強度低下を招きそう(またはクラックのきっかけになりそう)なので、やむを得ず、見えてしまうけれど強度に問題のない、
この位置に開けました。
...............................................................................................................................................................................................................................................................................................

溶接完了!.....ですが、これだけ肉厚の薄いパイプに溶接すると、冷えた直後だけでなく、かなり時間が経ってから、溶接と母材の
境目などにクラックが走ることがあります。しば〜らくこのまま置いておいてから、最終確認します。
...............................................................................................................................................................................................................................................................................................

最後に、溶接不良やクラックなど問題ないか確認して、完成です。塗装は不要とのことなので、今回はこれで終了です。溶接後の
アルミの強度回復には相当な時間がかかるので、できるだけ時間を置いてから使うようにと、かならず伝えましょう。
...............................................................................................................................................................................................................................................................................................
おかえりはこちら